产品列表PRODUCTS LIST
相较于数控车床,数控车方机是近些年才出现的,它可以实现棒料的两方、三方、四方、五方、六方等等多面体的切削加工。虽然网上也有些介绍车方原理的文章,但感觉都是隔靴搔痒,没有说透。作为拥有诸多车方机床相关技术的专业厂家,我们在此向大家普及一下车方机到底是怎么“车”出“方”来的。
传统工艺中,固定不动的车刀,是无法将棒料加工出方形的;而“方”应该是铣出来的。但是,车方机的出现打破了这一传统概念。具体是怎样的车方原理呢?专业些讲,就是以内摆线为原理,通过安装在飞刀盘上的刀具和工件按照同向旋转,再设定一定的转速比,在棒料上实现了车削长轴和短轴比很大的椭圆,再利用椭圆在接近对称中心处的轨迹近似于平面的原理,实现了平面的加工。再通过安装多把刀具,就可以实现二、三、四、五、六方等的加工(见图1)。
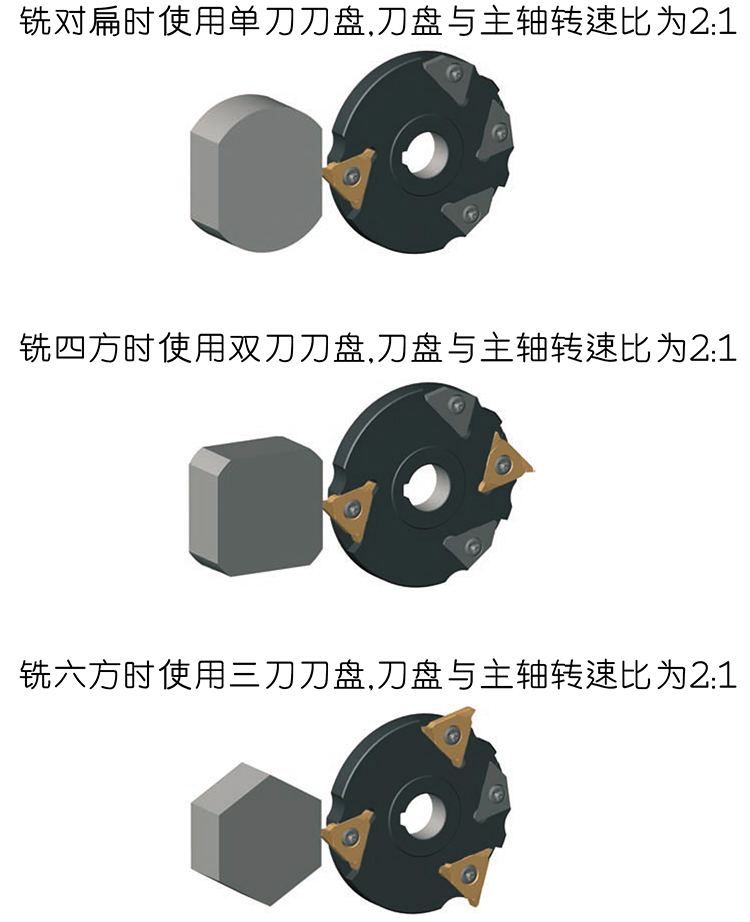
通过图1我们能知道,即使安装不同的刀具数量,也可以不用更换刀盘,完全不必担心会增加额外的购置成本。同时我们需要了解,车方机加工出来平面,实际上是带有一定弧度的,但是这个弧度误差在允许范围内,或者说,平面的尺寸和弧度所在椭圆半径相比,完全可以忽略不计了(见图2)。
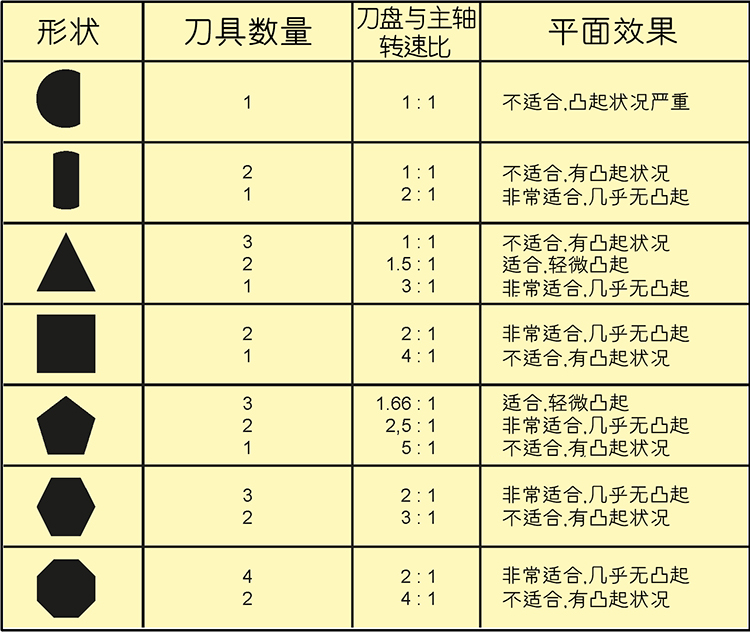
(图2)
读了上文,是不是觉得有些拗口?没关系,看视频,这是直观的表述了。
当然,除了专业描述车方原理,还可以用另一种更通俗的说法来解释车方原理:当棒料不旋转时,刀具以旋转圆的轨迹与棒料相交,会在棒料上留下一道半径为刀盘半径的弧形切口。而棒料与刀盘同向旋转时,就是相当于把飞刀留在棒料上的弧形轨迹拉直了。这么解释,是不是更好懂了?
若还有疑问也没有关系,联系我们,我们会给您专业而详尽的解答车方原理。
